







Ничего не куплено!
Состав пластичных смазок
- 21 марта 2018 в 23:34:35
- Отзывы :0
- Просмотров: 1186
-

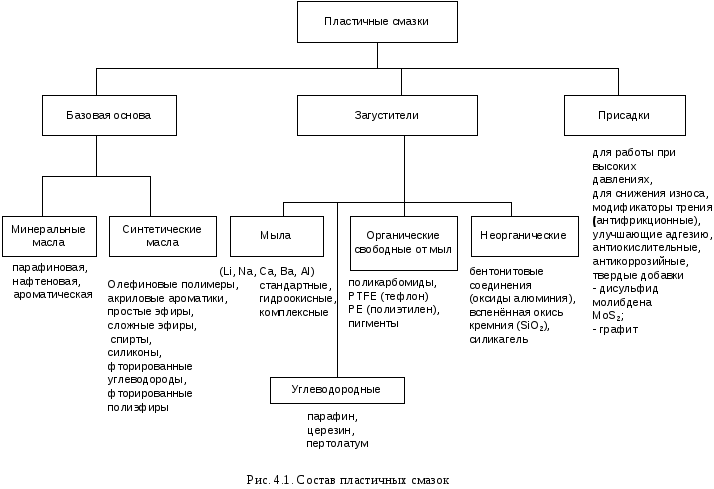
Пластичные смазки состоят из трёх основных компонентов – базовой основы, загустителя и присадок. Соединения, входящие в состав этих компонентов, отражены на рис. 4.1 [17].
Возможность применения смазок зависит от их эксплуатационных свойств, которые определяются составом смазок:
1. Базовая основа (жидкая фаза) в большинстве смазок составляет наибольшую часть – 75–90%.
2. Загустители имеют небольшой объём – до 25%.
3. Присадки улучшают структуру, стабильность, противоизносные, адге-зионные и другие свойства.
В качестве жидкой фазы большинства смазок используются нефтяные масла. Такие смазки недефицитны, обладают рядом преимуществ по сравнению со смазками на синтетических продуктах. Вязкость масел, используемых для производства смазок, в основном до 10 сСт при 100 ºC, но иногда применяют и авиационные масла МС-20, и цилиндровые 52, и др.
Для особо жестких условий работы (при низких и высоких температурах, при контакте с агрессивными продуктами) применяют смазки, жидкую фазу которых составляют продукты органического синтеза – синтетические масла. На их основе можно получить химически стойкие смазки с интервалом рабочих температур от минус 60 до 200 ºC; с высокими противоизносными свойствами, нейтральные к резине.
Эксплуатационные свойства смазок в основном определяют не смазочные масла, а входящие в состав пластичных смазок загустители. Поэтому, классифицируя смазки по составу, прежде всего выделяют вид загустителя. По природе загустителя все смазки подразделяют на мыльные, углеводородные, неорганические и органические.
Наиболее распространены мыльные загустители. Мыла – это соли высших жирных кислот, которые получают при нейтрализации высших жирных (органических) кислот гидроокисями металлов (NaOH, Ca(OH)2 и т. д.):

где Ме – катион металла;
R – алифатический радикал.
На практике для изготовления мыл, используемых в смазках, применяют индивидуальные жирные кислоты, получаемые из природных жиров, сами природные жиры, жирные синтетические кислоты, образующиеся при окислении парафина.
В качестве оснований для нейтрализации кислот используют гидроокиси многих металлов – лития, натрия, кальция, магния, цинка, стронция, бария, алюминия, свинца, серебра. Особенно широко распространены кальциевые, натриевые, литиевые и алюминиевые смазки.
Кальциевые смазки – Са-смазки (солидолы) обладают низкими темпера-турами плавления, их применяют в узлах, где температура не превышает 70 ºC. Преимущества же солидолов – достаточно высокая водостойкость, хорошие защитные и противоизносные свойства
Отличительными от солидолов свойствами обладают смазки на комплексных кальциевых мылах – кСа-мыло. Буква «к» указывает, что в составе загустителя находится несколько мыл, но химический символ и название определяют по тому мылу, которого в смеси больший процент. Основное преимущество таких смазок – высокая термостабильность. Некоторые из них сохраняют работоспособность до 200 ºC и выше. Они так же, как и солидолы, относятся к водостойким смазкам, но в ряде случаев имеют высокую гигроскопичность.
Натриевые смазки (Na-смазки) обладают лучшей термической стойкостью, чем Са-смазки. Их применяют в узлах с температурой нагревания до 110…130 ºC. Основной недостаток Na-смазок – их низкая водостойкость.
Литиевые смазки (Li-смазки) получают все большее распространение. Они применяются при температуре до 120 ºC и выше и нерастворимы в воде.
Алюминиевые смазки (Al-смазки) обладают высокой водостойкостью, даже в контакте с морской водой, что и определяет их применение.
Углеводородные смазки получают сплавлением нефтяного масла с твердыми углеводородами (парафинами, церезинами, петролатумом). Это самые дешевые смазки. Высокие водостойкость и защитные свойства предопределили их широкое использование в качестве консервационных материалов.
Органические загустители (пигменты, производные мочевины и др.) улучшают эксплуатационные свойства смазок.
Пигментные смазки (Pg-смазки) отличаются весьма высокой термической стойкостью. Многие из них сохраняют стабильность при температуре 250…300 ºC и выше. Внешне Pg-смазки отличаются ярким цветом.
Примером смазок, получаемых загущением производными мочевинами, являются уреатные (Ur-смазки). Они также относятся к термически стабильным смазкам.
Среди неорганических смазок наиболее распространены силикагелевые (Si-смазки). Силикагель устойчив к окислению и действию агрессивных сред, но Si-смазки обладают низкими защитными и противоизносными свойствами. К неорганическим загустителям относятся и полимеры: политетрафторэтилен, поливинилхлорид и др. Многие из них, особенно галоидоорганические, отличаются стойкостью к агрессивным средам.
Присадки (добавки) существенно улучшают эксплуатационные свойства пластичных смазок. Некоторые смазки наряду с загустителем содержат наполнители – твердые добавки (дисульфид молибдена, графит, слюду и др.), повышающие эффективность применения смазок.
Во многих смазках важную роль играют поверхностно-активные вещества, например глицерин и часто вода, стабилизирующие коллоидные системы мыло-масло. Количество воды в смазках зависит от свойств мыла и содержания других поверхностно-активных веществ и составляет в некоторых смазках до 2%, а в других – сотые доли процента.
Ряд смазок в своём составе содержит присадки. Наибольшее распространение в качестве присадок к пластичным смазкам получили антиокислительные. Распространены также антикоррозийные и противо-износные присадки. Последние добавляют к смазкам, имеющим невысокие защитные свойства. В качестве таких присадок используют жирные кислоты, их мыло, некоторые амины, соли нафтеновых и сульфоновых кислот.
Противоизносные присадки представляют собой обычно соединения серы, хлора и фосфора в различных сочетаниях, соединения некоторых металлов. В ряде случаев используют осернённые растительные и животные жиры.
При введении присадок обязательно учитывают возможные вредные побочные воздействия их на структуру и свойства смазок. Например, дисульфид молибдена, снижая скорость изнашивания металлов в условиях трения, в большинстве случаев повышает коррозионность смазок. Следовательно, при введении присадок как в процессе изготовления смазок, так и в ходе их применения обязательно изучение всего комплекса воздействия этих присадок как на саму смазку, так и на конструкционные материалы.